Lastechniek
-
 MMA
MMA
-
 MIG/MAG
MIG/MAG
-
 TIG
TIG
-
 PLASMA
PLASMA
-
 INDUCTIE
INDUCTIE
-
 Lasmaterialen
Lasmaterialen
-
 Lasgassen
Lasgassen
-
 Lasbescherming
Lasbescherming
-
 Lasfixatie
Lasfixatie
-
 Ombouwset "No gas"
Ombouwset "No gas"
-
 Karren & Koffers voor lastoestellen
Karren & Koffers voor lastoestellen
-
 Lassen - Allerlei
Lassen - Allerlei
Welk type lasapparaat kiezen?
Bij de aankoop van een lasapparaat zijn een aantal selectiecriteria belangrijk om een goede keuze te maken voor je specifieke lasopdracht :
1. Welk materiaal wens je te lassen?
2. Wat zijn de gemiddelde werkstukdikten die je moet lassen?
3. Welke afwerking wil je van de lasnaad?
4. Wens je het lasapparaat mobiel of stationair te gebruiken?
5. Over welke netspanning beschik je? (1-230V of 3-400V)
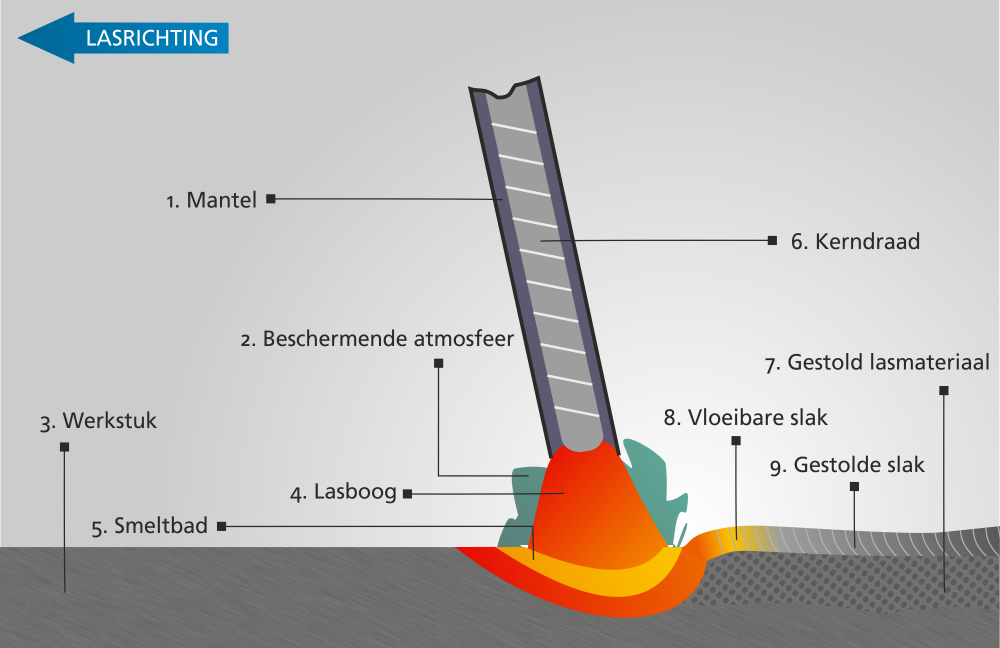
MMA:
PROCES:
Lasproces waarbij er een elektrische boog onderhouden wordt tussen het uiteinde van de beklede laselektrode en het werkstuk. Als de metaaldruppels van de elektrode via de boog in het lasbad terecht komen worden zij tegen de omgevingsatmosfeer beschermt door gassen die vrijkomen uit de bekleding van de elektrode. De vloeibare slak bedekt het oppervlak van het lasbad en beschermt zodoende de lasnaad tijdens de stolling tegen de invloed van de omringende lucht.
PRODUCTIVITEIT: Ondanks de lagere productiviteit dan MIG/MAG lassen door het steeds veranderen van elektroden is dit lasproces nog steeds zeer populair dankzij oa. de inzetbaarheid op moeilijke bereikbare plaatsen, lassen in buitenlucht.
TOEPASSINGEN:
Dit proces wordt meest gebruikt voor constructie en algemene metaalverwerking. Door de “inverter techniek” zijn deze uiterst geschikt voor mobiel gebruik.
TIP:
Sluit de massakabel aan op de - pool van het toestel. Bij uitzondering kan het wenselijk zijn om de massakabel op de + pool van het toestel aan te sluiten indien dit zo vermeld is op de verpakking van de elektroden.
LASSTROOM (A) INSTELLINGSTABEL :
Indictatieve instellingstabel van de lasstroom in functie van de werkstukdikte ( constructiestaal St 37)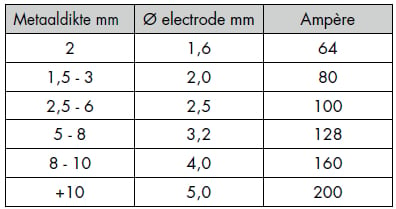
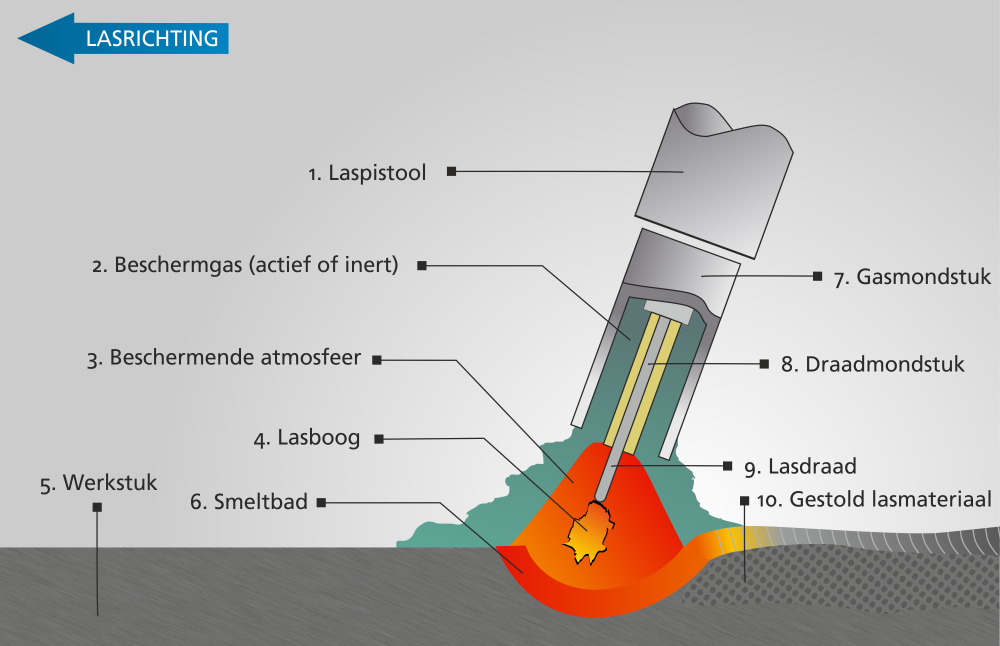
MIG/MAG:
PROCES:
Lasproces waarbij er een boog onderhouden wordt tussen het uiteinde van de lasdraad en het werkstuk. De boog en het lasbad worden beschermd door een gasstroom van inert of actief gas.
PRODUCTIVITEIT:
Enorm hoge productiviteit, daar de lasser niet hoeft te stoppen door de quasi oneindige draadaanvoer.
TOEPASSINGEN:
MIG/MAG lasapparaten worden meestal stationair opgesteld en zijn ideaal voor constructieateliers, onderhoudsateliers, garages (plaatstaal vanaf 0,6mm) en all-round laswerken.
BESCHERMGAS BIJ MIG/MAG LASSEN:
MIG : Metal Inert Gas
Bij het lassen van Aluminium gebruik je puur Argongas als beschermgas.
MAG : Metal Active Gas
Bij het lassen van constructiestaal en roestvrijstaal* gebruik je best een menggas. Menggas is een combinatie van argon- en Co2 gas in een verhouding van 82% Argon en 18% Co2.
*Voor roestvrijstaal kan je best een speciaal gas met verhouding van 98% Argon en 2% Co2 gas gebruiken.
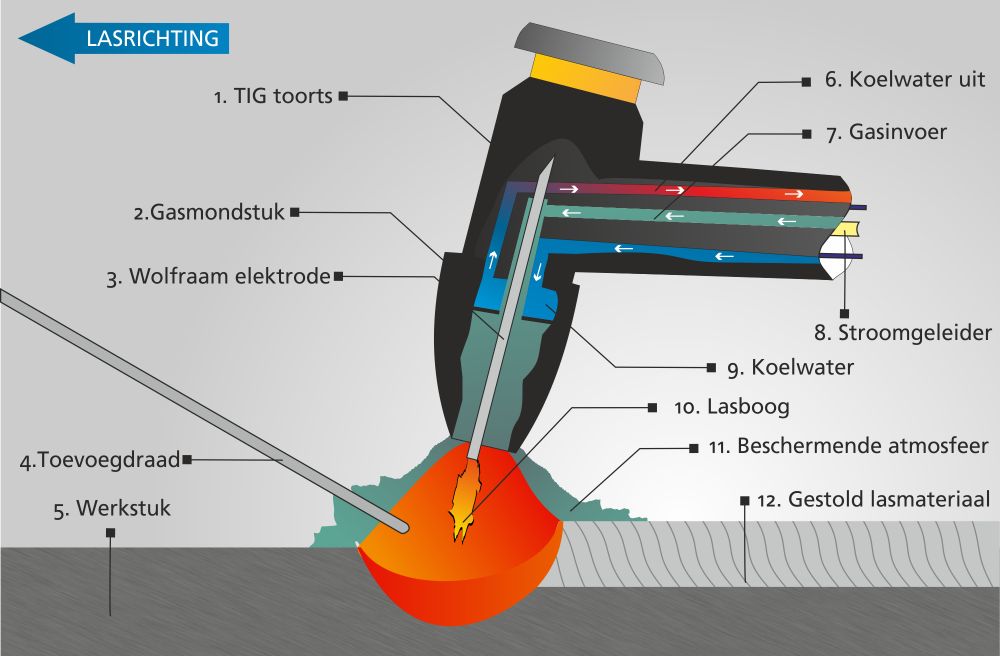
TIG:
PROCES:
Lasproces waarbij men gebruik maakt van een massieve, niet afsmeltende wolframelektrode. De elektrode, de boog en het lasbad worden door een inert gas tegen luchtinvloeden beschermd. Eventueel toevoegmateriaal wordt apart aan het lasbad toegevoegd.
PRODUCTIVITEIT:
TIG lasproces wordt niet gekenmerkt door een hoge lassnelheid maar men verkrijgt een buitengewone schone lasnaad van zéér hoge kwaliteit. (geen slakinsluitingen, spatvrij lasproces en geen nareiniging)
TOEPASSINGEN:
TIG proces wordt ingezet in de voedingsindustrie, chemisch industrie, interieurconstructiebedrijven
BESCHERMGAS BIJ TIG LASSEN:
TIG: Tungsten Inert Gas
Bij TIG lassen gebruik je altijd zuiver Argon gas onafgezien van het materiaal dat je gaat lassen.
TIPS :
1.Sluit de massakabel aan de +pool van het toestel
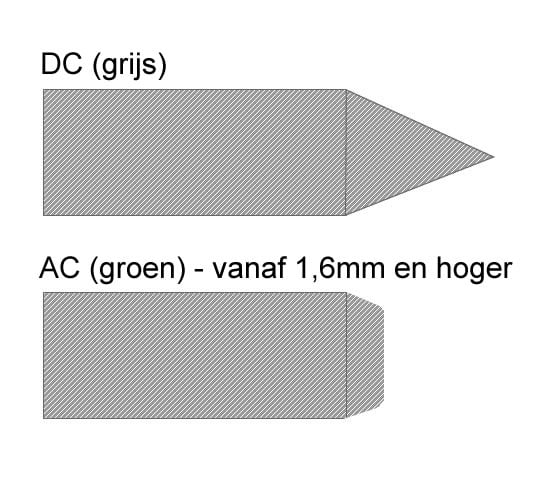
2.Voor het TIG AC lassen van aluminium gebruik je een wolfram electrode met de groene kleurcode.Vanaf diameter 1.6 mm en hoger kan je de wolframelectrode lichtjes aanslijpen op een stompe punt en dit in de langsrichting. Hierdoor verkrijg je een smalle, geconcentreerde vlamboog en wordt de lasnaad niet te breed.
3.Voor het TIG DC lassen van staal en roestvrijstaal gebruik je een wolfram electrode met de grijze kleurcode, deze dient langs aangeslepen te worden op een punt en dit onder een hoek van 15 tot 20°
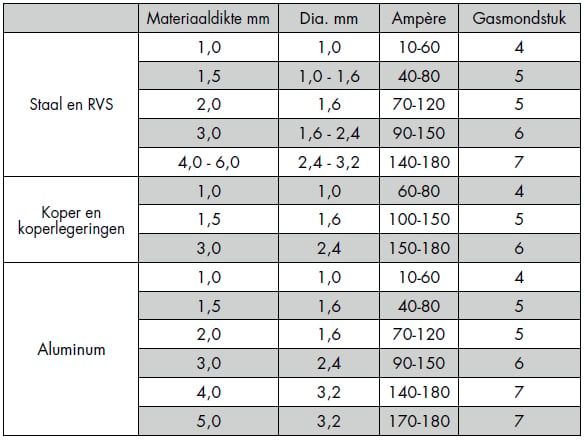
LASSTROOM (A) INSTELLINGSTABEL :
Indictatieve instellingstabel van de lasstroom in functie van de werkstukdikte en te lassen materiaal
PLASMA:
PROCES:
Bij het plasma snijden brand een plasmaboog tussen een niet afsmeltende electrode en het te versnijden werkstuk.
PRODUCTIVITEIT:
Door de hoge energiedichtheid van de plasmaboog bereikt men een hoge snijsnelheid.
TOEPASSINGSGEBIED: staalbouw, installatietechniek, ketelbouw etc. . Snel en braamvrij snijden zonder vervorming zijn éénvoudig haalbaar. Men kan staal, RVS, aluminium, koper, gietijzer en oa. messing snijden.
GEBRUIKSGEMAK: Door de éénvoudige handling en het gebruik van perslucht als snijgas biedt dit proces grenzeloze mogelijkheden.
LASTERMINOLOGIE
AC: Afkorting voor Alternating Current= wisselstroom
DC: Afkorting voor Direct Current= gelijkstroom
Anti-stick-regeling: In een fractie van een seconde herkend de Inverter het vastkleven van de elektrode aan het werkstuk en reduceert de stroom, de elektrode wordt niet roodgloeiend en kan probleemloos van het werkstuk worden losgehaald.
Arc-force-regeling: Verhoogt automatisch de vlamboogspanning in moeilijke situaties, verhinderd zo slakinsluiting in het smeldbad en het doven van de vlamboog. Zo worden moeilijk verlasbare elektroden eenvoudig.
Balance-regeling (AC): Enkel van toepassing in TIG-AC bereik, hiermee regelt men de mate van de inbranding in het materiaal (reinigende werking).
Inductiespoel: Een gewikkelde koperspoel met ijzerkern. Zorgt voor een rustige en spatarme lichtboog, waardoor een optimaal lasresultaat bereikt wordt.
Inschakelduur bij 40°c (id): Waarde voor de belastbaarheid van een lasapparaat. Wordt volgens de norm op 10 min. berekend en in % aangegeven. (bijv. 60% ID= 6 min. bij max. vermogen lassen, 4 min. pauze) Het toestel wordt niet te warm, omdat het thermisch uitschakelt.
Gas voor -en nastroomtijd: Instelbare tijd waarbij voor en na het lasproces nog gas stroomt. Dient ter bescherming van de gloeiende wolfram-elektrode en van het lasmateriaal tegen atmosferische invloeden.
Power Factor Control (PFC): Haalt hoger rendement uit het net waardoor het verbruik zakt!
Hotstart: Ontstekingshulp voor de ontsteking van de lichtboog van een staafelektrode bij het elektrodelassen. Door een kortstondige verhoging van de lasstroom ontsteekt de lichtboog onmiddellijk stabiel.
Scratch (kontaktontsteking): Ook aanloopontsteking genoemd. Voor de ontsteking van de lichtboog moet bij het TIG-lassen het werkstuk met de wolframelektrode aangeraakt worden. Nadeel is dat de wolfram-elektrode snel aan het werkstuk plakt, waardoor de elektrode beschadigd wordt, de lichtboog instabiel wordt.
LIFT-ARC-ontsteking: Aanloopontsteking bij het TIG-lassen met een minimale stroom. Pas na de ontsteking van de lichtboog wordt de ingestelde lasstroom vrijgegeven.
Hoogfrequente-ontsteking (HF): Ontsteekt de lichtboog bij het TIG-lassen zonder het werkstuk aan te raken. Door een hoogspanningsimpuls wordt het luchttraject tussen het werkstuk en de wolframnaald elektrisch geleidend.
Primair getakt: Inverterprincipe: door de elektronica voor de transformator wordt de netfrequentie van 50 Hz op een frequentie van max. 100 kHz getransformeerd. Hoe hoger de frequentie hoe kleiner de transfo.Voordeel: kleine en lichte lasapparaten
Beschermingsklasse: Indicatie voor de beveiliging van een toestel tegen water (regen) en vervuiling.
2/4-taktbesturing: Mogelijkheid van de bediening aan de tigtoorts. 2-takt: lassen met permanent ingedrukte tigtoorts knop 4-takt: starten bij het indrukken van de tigtoorts knop, uitschakelen na nogmaals indrukken van de tigtoorts knop (toets hoeft tijdens het lassen niet vastgehouden te worden)